High-performance materials, specifically high-performance textiles, have a wide range of applications across various industries. Manufactured with the use of traditional fabric-making processes — such as spinning, weaving, and knitting — these fabrics can be designed to meet specific strength and corrosion-resistance requirements and can be made to provide superior protection against natural elements.
These cutting-edge textiles find applications in areas including protective-clothing manufacturing for military and firefighting applications, stain- and moisture-repellent coatings for industrial applications, and corrosion-resistant membranes for corrosive chemical processes. Thanks to this great versatility, the high-performance textile industry is showing sustained annual growth rates close to 20%.
In chlor-alkali processing, in particular, high-performance fabrics play a critical role in ensuring optimal efficiency.
Understanding Chlor-Alkali Processing
Chlor-alkali processing is essentially the electrolysis of sodium chloride (NaCl), allowing for the creation of chlorine and sodium hydroxide, along with hydrogen. All three of these chemicals have many large-scale industrial applications.
The chlor-alkali process makes use of brine and a membrane cell. The anode oxidizes the chloride ion, which loses an electron to become free chlorine gas. The hydrogen ions are pulled from water and reduced at the cathode, forming hydrogen gas. The semi-permeable membrane at the center permits the sodium ions to travel to a second chamber, where they react with water to produce sodium hydroxide.
All of the materials involved in chlor-alkali processing — both raw materials and final products — are highly reactive and corrosive. Therefore, inert materials are essential for successfully carrying out the process.
Tex Tech produces an array of high-performance fabrics specifically suited for such applications. These carbon fiber-based woven materials are resistant to corrosion and can be significantly stretched, improving flexibility and formability. These nonporous woven textile membranes can greatly improve the efficiency of the chlor-alkali process.
Common Applications for Chlor-Alkali Materials
It’s critical to work with a fabric that is compatible with chlor-alkali processing to ensure optimal quality of the resultant chemicals. As mentioned earlier, all three products produced — chlorine, hydrogen, and sodium hydroxide — are widely employed across various industries.
In fact, chlorine is used in roughly 55% of all industrial chemical processes and has applications in the manufacturing of plastics and resins, water purification processes, and the production of pure silicon, which is used in electronic components and solar panels.
Similarly, sodium hydroxide, or caustic soda, is widely used in food manufacturing, aluminum manufacturing, and the textile industry, in addition to serving as a cleaning agent.
Hydrogen, as a combustible gaseous fuel, is used in fuel cells, and in the manufacture of ammonia and hydrogen peroxide.
Learn More
Given the critical nature of chlor-alkali processing and the corrosive nature of the materials involved, it’s essential to make use of a woven fabric that is completely compatible with the process.
As an industry leader in cutting-edge, high-performance materials, Tex Tech offers a wide range of innovative products to suit all types of industrial needs. With over a century of experience and over 7,000 textile products under our belt, we are uniquely qualified to assist clients in the material selection process.
To learn more about our high-performance textile products, including those for chlor-alkali processing, contact the team today.
For over 100 years, Tex Tech Industries has committed itself to continuously developing and providing high-performance textiles that meet the requirements of complex and demanding industrial applications. As one of the world’s leading needle and woven fabric manufacturers, our research and development department is well-equipped with an advanced development facility, a drive for innovation, and a thirst for knowledge, which, combined, often result in breakthroughs in the technical textiles sector. For our expert team, the latter two qualities extend beyond the walls of our facility and confines of our products into broader research and development ventures, including international research collaborations focused on high-performance textiles.
The Positive Potential of Through-thickness Fiber Orientation on Through-thickness Permeability
In late October 2019, one of our Product Development Specialists—Keith Sharp, Ph.D.— co-authored research article[1] on the potential advantages of 3D woven fabrics (3D-WFs) with high through-thickness fiber content for structural applications. Completed with research partners David May, Björn Willenbacher, Jan Semar, and Peter Mitschang from the Institute for Composite Materials (IVW) in Germany, the study tackled the issues of high lay-up requirements and sensitivity to delamination when using 2D textile fabrics and the difficulty impregnating when using thicker traditional 3D woven fabrics. The team believed that by integrating through-thickness oriented fibers in 3D woven fabrics, they could achieve more promising results from through-thickness permeability tests.
Testing the Theory
To test their theory, they measured the permeability of several glass fiber textiles, four of which were 3D woven fabrics and two of which—a 2D non-crimp fabric and 2D woven fabric—served as benchmarks. These tests focused on calculating the relationship, if any, between the particular textile’s areal weight and number of layers to its permeability.
Research Conclusions
From their tests, the team came to a few key conclusions, including:
Across the board, all 3D woven fabrics tested demonstrated higher through-thickness permeability than both of the 2D benchmarks. Increases were on the order of 10 times as high.
An increase in the areal weight of the 3D woven fabrics results in an increase in the fabric’s through-thickness permeability.
The amount of through-thickness oriented fibers significantly influences areal weight and, consequently, through-thickness permeability.
There was no significant difference in permeability between the 3 layer and the 8 layer 3D woven fabric.
The above correlations remain true at increasing pressures.
Altogether, these conclusions highlight the potential advantages of 3D woven fabrics and lay the framework for the future development of even higher performance textiles.
To learn more about the potential advantages of using 3D woven fabrics with through-thickness oriented fibers, read the full article here.
[1] D. May, B. Willenbach, J.Semar, K.Sharp, P. Mitschang, “Out-of-plane permeability of 3D-fabrics for composite structures”, The Journal of The Textile Institute pp 1-7; doi:10.1080/00405000.2019.1682759
Aviation safety has always been and will remain a top priority within the industry. Training programs for pilots and crew continue to evolve to ensure they can properly utilize the technology and safety features available to them. Technology has even improved air traffic control practices.
As a result of these advancements in materials, technology, and training, crashes have steadily decreased since the 1950s, even with the increase in air traffic. As innovations continue, we expect to see a continued decline in fatal aircraft accidents, especially with planes getting faster and becoming more fuel efficient.
Flying is generally considered the safest way to travel. The Civil Aviation Authority reports that the fatality rate per billion kilometers traveled is 0.003 for airplanes; meanwhile, it’s 2.57 for automobiles. Even train accidents, at 0.27 deaths per billion kilometers, are more dangerous. In fact, statistics show you’re more likely to die while riding a bicycle than while flying.
Advanced Aerospace Technology at Tex Tech
Rightfully so, aviation safety regulations are rigid and demanding. At Tex Tech, we rise to meet those demands with customized, high-performance fabrics. We offer more than 7,000 products that appear in industrial applications and the aerospace industry: military planes, commercial aircraft, business jets, and even space travel. As a leader in the industry, we’re committed to developing the highest-quality materials to improve aircraft safety and efficiency and continuing to innovate to meet ever-changing trends and demands.
You’ll find products like these in the fuselage and the cabin as well as in seats, safety vests, and more. We design our products for the highest level of durability, abrasion resistance, thermal resistance, and overall product integrity to meet international standards. We’re proud to lead the way in an industry where there is no room for error.
New Materials to Improve Aviation Safety
The drive to create more fuel-efficient airplanes has encouraged the development of lightweight yet strong and durable materials. These materials need to withstand extreme environments: heat, cold, wind, pressure, and more, without adding unnecessary weight to the aircraft. Thermal acoustic materials, for example, insulate the cabin and the cockpit from temperatures on the skin of the plane that may range from -60°F to 160°F. At the same time, it blocks excess noise to ensure comfort for the passengers and crew. This insulation must also feature fire protection in the event of an accident, and it must not absorb moisture or conduct electricity. Bringing all those features together is a tall order, but it’s what is required for safety.
Eventually, there may be a shift toward hybrid or solar-powered aircraft, new aircraft designs, and advanced techniques for takeoff and landing. Until then, innovative electronics—such as improved cockpit instrumentation display—and composite materials are improving aviation safety one flight at a time.
You can learn more about our advanced aerospace technology by downloading our Aerospace Solutions Data Sheet. If you have any questions about what we offer, feel free to contact us.
Technically a composite is a structure with 2 or more components. A candy bar with nuts, nougat, and chocolate is a composite. Even traditional structural materials are often composites. Wood contains both lignin and cellulose and concrete contains sand and carbonate.
Most of the time when we think of composites, we think of reinforced polymers (plastics). The light weight and very formable plastic gains strength and stiffness through the addition of a higher strength particle or fiber.
Among the many examples would be injection molded plastics, Sheet Molding Compound (SMC) or Bulk Molding Compound (BMC). The fibers or particulate are mixed into the plastic, which is then formed to the desired shape in molds under heat and pressure.
Although the filler adds strength, these materials are usually used in decorative areas or as secondary structure that carry only relatively small loads.
Composites based on continuous fibers are stronger than those based on short fibers or particulate. These composites are used in highly loaded structures.
Rather than compounding the reinforcement into the plastic, the continuous fibers are formed into a shape that must instead be infused with resin. The most common methods of infusion are:
Running the fibers in a resin bath, squeezing out excess resin and either hand laying or using a machine to wind them onto a mandrel. (filament winding)
Purchasing the fibers with a thickened resin already applied to them (pre-pregs). These are laid in the desired places and ori
entations, then pressure and heat are applied to finish the cure of the resin. Often this final step is done in an autoclave. The prepreg tapes can be hand laid or laid robotically by an automated tape placement machine.
Laying the fibers in place and hand applying resin. (hand laid)
Laying the fibers onto a tool, covering them with an impermeable film or the remainder of a hard tool and drawing resin into them. (Resin Transfer Molding or RTM).
In filament winding and prepregs, individual yarns or tapes with the fibers aligned in only one direction (uni-directional) are by far the most common. Only a few yarns or tapes are laid down at a time, so the rate of adding material to form a structure is limited in each case.
Which type of fabric should be used?
To form larger structures quickly, manufacturers use different kinds of fabrics. Each type of fabric has advantages and disadvantages.
2D weaving
Traditional weaving (2D) is of course common and very well understood.
A fill yarn is inserted in the gap formed by placing half of the warp layers up and half of them down.
After the fill yarn is inserted , then the warp layers are switched, interlacing the yarns with each other.
Much infrastructure exists to make 2D woven goods. The individual woven layers are relatively thin and the weaving architecture leaves a waviness in both the 0 and 90 degree directions (warp and fill) called crimp.
To build thickness, multiple layers must be cut and arranged precisely. In the final composite, failures will initiate at the crimp points in the fabrics and in the layers between the fabrics (de-lamination).
Non-crimp fabrics. Also called warp knit fabrics or stitch bonded fabrics or Non-Crimp Fabrics (NCFs).
Another way to make fabrics is to knit them together. Using only small knitting threads to bind large yarn bundles, in a warp knitting process, small threads bind multiple layers of the fabric together.
The threads do not carry the loads, rather they hold un-crimped yarns in place prior to the infusion of resin. This is distinct from sewing or stitching.
Sewing and stitching also use looping threads in a knit-like pattern, but they bind two fabrics that have already been formed. In contrast, the warp knit process forms a single fabric.
Some machines can form up to 4 layers of yarns. These layers can be arranged in a variety of directions, i.e. a 90 and/or 0 degree with other angles from 20 to 80 degrees.
The lack of crimp in the warp knit fabrics has been shown to increase the final composite strength over a laminate made of 2D woven fabrics. The knitting threads are polymers and are necessarily very small.
For most NCF’s, the threads have approximately the same strength as the plastic composite matrix around the fibers, so they offer no additional reinforcement. This means there is no reduction in their tendency to delaminate. Also, the knitting needles can pierce the yarns causing some damage and reducing the final composite strength.
Angle interlock 3D Fabrics
Using a single insertion 2D weaving machine, one can rearrange the fibers to form multiple layers that are bound by yarns that are joined by some warp yarns running between the layers.
Most of the original 3D woven fabrics were made in this manner and a typical internet search for “3D woven” will largely return results based on these materials.
Early research showed this to have good shear strength and to completely eliminate delamination, but the structure has much crimp and the strength in the in-plane (0 and 90 degree) directions suffered, as much as 30% lower.
By adding a number of warp yarns that do not traverse layers (warp stuffers) some of the in-plane performance was regained. However using a single fill insertion and rearranging the individual warp yarns or layers to build the thickness leaves some crimp in both the 0 and 90 degree directions, as well as abrading the warp yarns, even the warp stuffers.
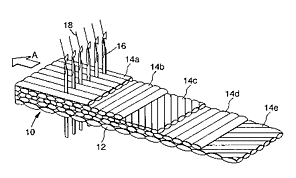
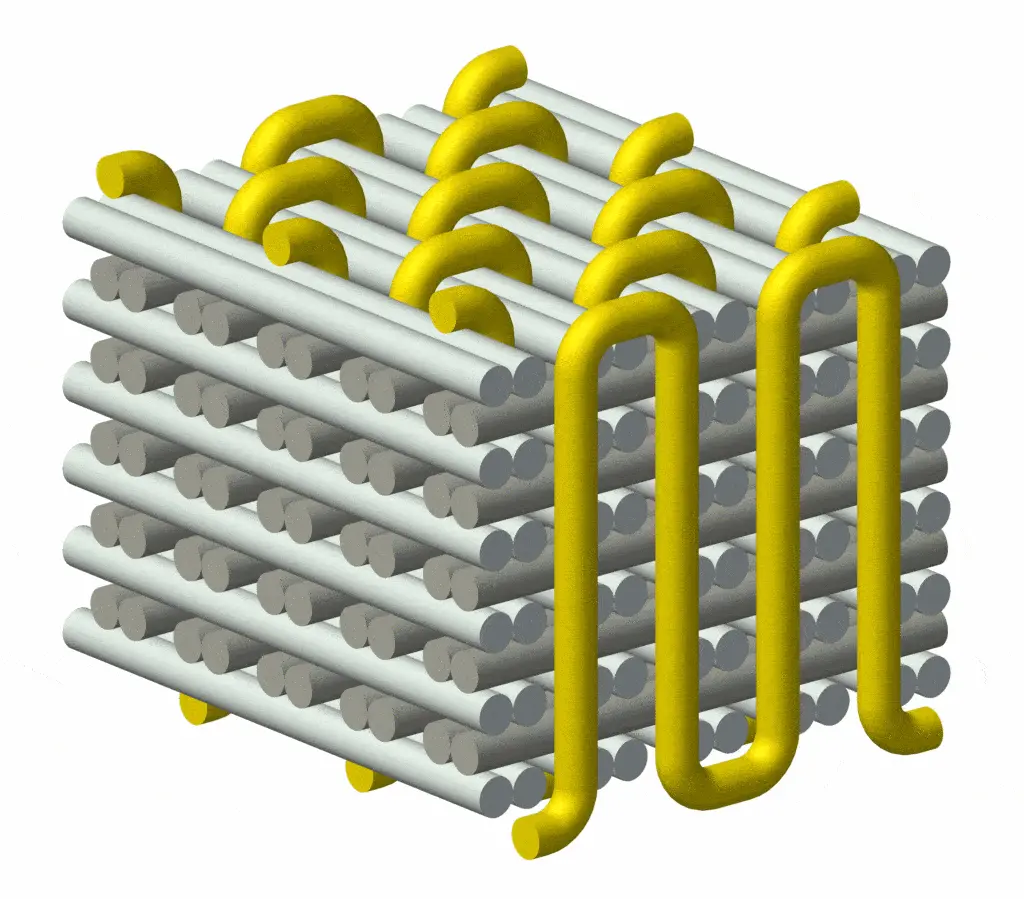
Non-crimp 3D orthogonal woven fabrics
The term orthogonal refers to reinforcements in 3 directions perpendicular to each other. This is the best description for the fabrics that Tex Tech makes.
Both the warp and fill the yarns are virtually without crimp. To rapidly make very thick 3D reinforced fabrics, as many as 10 fill yarns are inserted at the same time with our unique multi-rapier looms.
In the weaving set-up, the gaps between the individual warp layers are fixed in place, so the warp layer does not move during the weaving. Only the Z yarns are re-positioned vertically. This arrangement speeds the ability to make fabrics with large numbers of layers and leads to almost no abrasion of the warp yarns.
Composites based on these non-crimp 3D orthogonal fabrics have been shown to have about 10-15% higher in-plane tensile strengths compared to an equivalent laminate of 2D woven fabrics.
Since compression tends to separate layers, the advantage in compressive strength is greater, on the order of 25%.
Research also showed that only 1-3% of yarn in the Z direction was sufficient to arrest cracks and prevent delamination.
Lastly, the high order and lack of crimp leaves open resin flow channels, making infusion much faster than that with a laminate of 2D woven or NCF’s.
Tex Tech Industries
Tex Tech Industries provides a wide range of woven, non-woven, and 3D non-crimp orthogonal components for use in a wide range of industries and applications. To learn more about working with Tex Tech Industries for all of your high-performance material needs, contact us today.
Tex Tech Experts
Tex Tech Industries Inc. is a leading developer and supplier of high-performance materials globally, and we are committed to providing innovative solutions for each of our customers. We serve wide-ranging industries, including aerospace, protective apparel, automotive, law enforcement, coatings, filtration, 3D weaving, and high-performance materials. Contact us today to learn more about our offerings, or request a quote to get started.